How to Phosphate Steel Wire for Corrosion Resistance?
Phosphating Steel Wire is a crucial process in enhancing corrosion resistance. Experts indicate that proper phosphating can significantly prolong the lifespan of steel products. John Smith, a leading specialist in this field, once stated, “Effective phosphating prevents rust and greatly boosts durability.”
The phosphating process involves applying a chemical conversion coating to the surface of steel wire. This coating serves as a buffer against corrosive elements. However, inconsistencies in the phosphating technique can lead to uneven coverage. Such shortcomings may compromise the protective benefits.
Attention to detail is vital. Using the right phosphating solution and conditions ensures a robust bond. Modern techniques can further optimize the process, but errors in application still occur. Hence, ongoing training and research in phosphating Steel Wire are necessary. Each step deserves careful consideration to avoid disappointing results.

Understanding Phosphate Coating and Its Benefits for Steel Wire
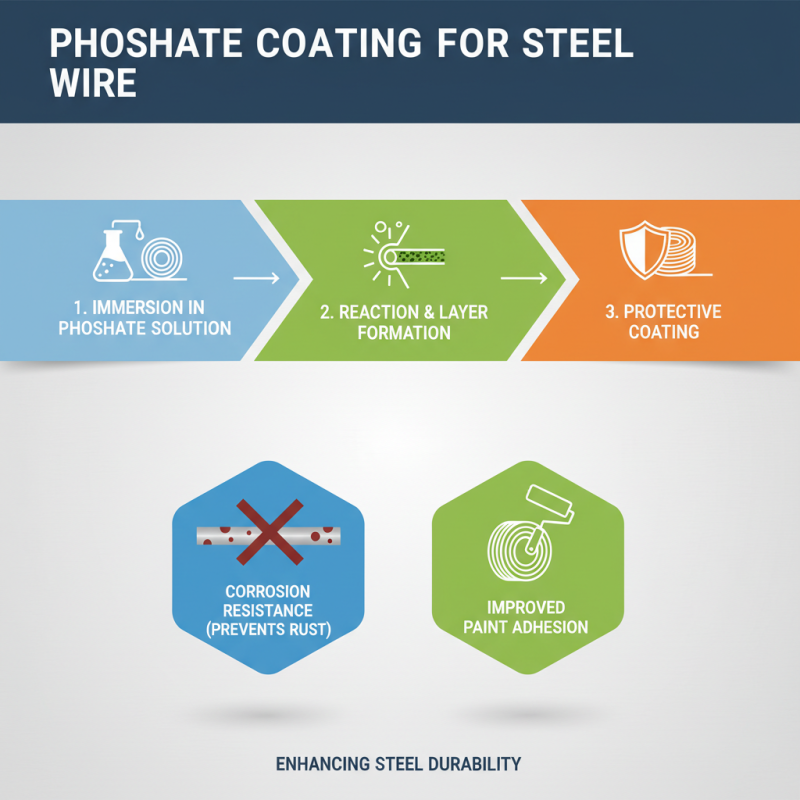
Phosphate coating is a vital process for enhancing the corrosion resistance of steel wire. It creates a protective layer that prevents rust formation. The process involves immersing the wire in a phosphate solution. This solution reacts with the metal and forms a thin, durable layer. This layer not only protects against corrosion but also improves paint adhesion.
One major benefit of phosphate coatings is their ability to enhance lubrication. The coated surface allows for smoother interactions, reducing wear and tear. This can be particularly useful in applications where steel wire is subject to friction. Another advantage is that phosphate coatings can increase fatigue resistance, prolonging the life of steel wire in demanding applications.
Tips to maximize the benefits: Ensure the steel surface is clean before coating. Any dirt or grease can diminish the coating’s effectiveness. Monitor the phosphate solution’s concentration; too weak may not form a proper layer. Remember, not all phosphate coatings achieve the same levels of protection. Some formulations may leave you unsatisfied, causing unnecessary corrosion. Always evaluate and test different options.
Preparation of Steel Wire for Phosphate Treatment Procedures
Phosphate treatment is essential for enhancing the corrosion resistance of steel wire. Effective preparation of steel wire is crucial for successful phosphate coating. Begin by cleaning the wire to remove surface contaminants. This can include oil, grease, and oxide layers that may hinder phosphate adhesion. Industry standards suggest using a combination of alkaline cleaning agents and mechanical abrasion to achieve effective surface preparation.
After cleaning, the wire should be rinsed thoroughly with water. This step ensures that no cleaning agents remain, which could interfere with the phosphate process. The optimal cleaning solution concentration often varies, but it’s vital to follow guidelines from industry reports. Data shows that a pH level between 12 and 14 in the cleaning solution enhances the removal of contaminants effectively.
Tip: Always monitor the cleaning time. Excessive time might lead to unnecessary wear of the wire surface.
Once cleaned and rinsed, the wire can undergo the phosphate treatment. This involves dipping it into a hot phosphate solution, typically containing zinc or manganese. The immersion time is crucial; too short may result in incomplete coverage, while too long can degrade the wire.
Tip: Adjust immersion times based on wire diameter for optimal results.
Proper preparation and treatment are vital for lasting corrosion resistance. However, many overlook the significance of consistent monitoring during both cleaning and phosphate processes. Neglecting these can lead to poor coatings and reduced wire durability.
Phosphate Treatment Effectiveness on Steel Wire Corrosion Resistance
Step-by-Step Process of Phosphating Steel Wire for Corrosion Resistance
Phosphating steel wire is a critical process for enhancing corrosion resistance. The process involves several steps that demand precision and care. To begin with, the steel wire must be cleaned thoroughly. This step removes oil, dirt, and existing rust. A study from the Materials Research Society shows that proper cleaning improves the phosphating coating adherence significantly.
After cleaning, the wire is immersed in a phosphating solution. The solution usually contains zinc or manganese phosphates. The ideal temperature for this process ranges from 60°C to 80°C. The immersion time can vary but generally lasts between 5 to 20 minutes. Research indicates that an optimal phosphate coating can increase corrosion resistance by up to 70%. However, achieving this requires careful monitoring of the immersion duration to prevent under or over-phosphating.
Post-treatment is just as crucial. Rinse the wire with clean water to remove excess phosphate. In some instances, a post-coating treatment with oil may be applied to further protect the wire. This stage demands attention; if not done correctly, the corrosion resistance can diminish. Many professionals note the balance between cost and effectiveness in this industry, reflecting on areas ripe for improvement. Clear documentation and quality control remain essential for achieving desired results.
Post-Treatment Care and Maintenance for Phosphated Steel Wire
Proper care and maintenance of phosphated steel wire can significantly extend its lifespan. After the phosphate process, it's essential to handle the wire with care. Avoid abrasive materials that could damage the phosphate coating. Store the wire in a cool, dry place. This minimizes the risk of moisture damage.
Tip: Consider applying a light oil layer after the phosphate treatment. This helps create a barrier against moisture. Regularly inspect the wire for any signs of wear. Early detection is vital. If corrosion appears, address it immediately.
Cleaning the wire should be gentle. Use mild detergents and soft brushes—harsh chemicals can harm the phosphate layer. Rinse thoroughly and dry completely. Remember, maintaining a clean surface is key to preventing corrosion.
Tip: Schedule regular maintenance checks. This routine can uncover hidden issues. It's crucial not to overlook small damages over time. Taking time to reflect on the wire's condition ensures long-term performance.
How to Phosphate Steel Wire for Corrosion Resistance? - Post-Treatment Care and Maintenance for Phosphated Steel Wire
| Parameter |
Description |
Importance |
Recommended Practices |
| Phosphate Coating Type |
Manganese or Zinc Phosphate |
Enhances corrosion resistance |
Select based on environmental exposure |
| Surface Preparation |
Cleaning to remove oils and dirt |
Critical for effective coating |
Use solvents or alkaline cleaners |
| Post-Treatment Process |
Rinsing and drying |
Prevents flash rusting |
Air dry or low-temperature drying |
| Storage Conditions |
Cool, dry environment |
Reduces degradation |
Use humidity control methods |
| Maintenance Frequency |
Regular inspections |
Identifies early signs of corrosion |
Conduct checks every 3-6 months |
Quality Control Measures in Phosphate Coating Application on Steel Wire
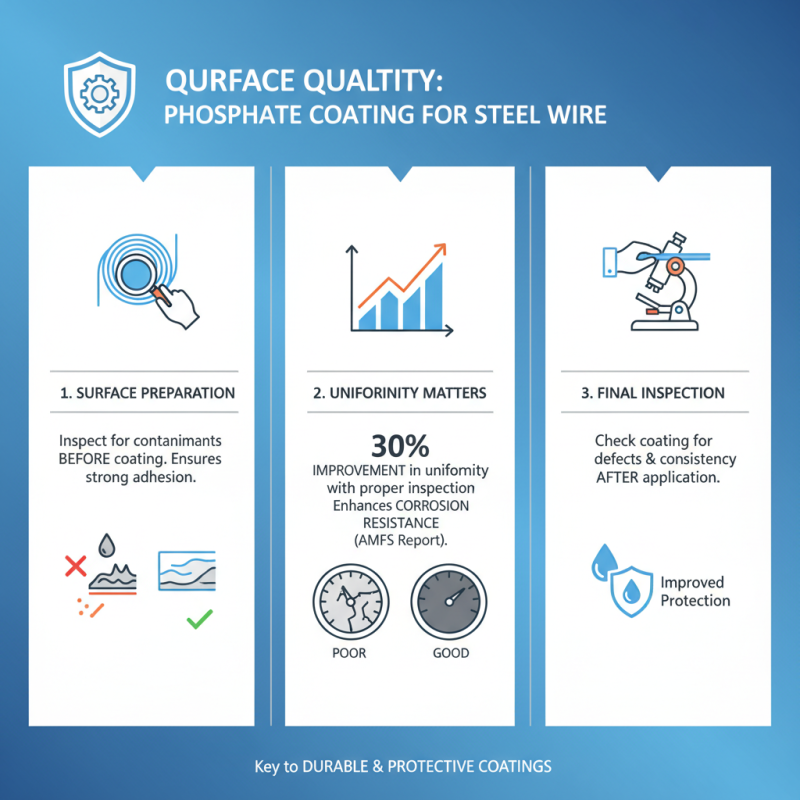
Quality control is crucial in the phosphate coating application for steel wire. According to a report by the American Metal Finishing Society, proper inspection processes can improve coating uniformity by 30%. This is vital, as uniform coatings enhance corrosion resistance. Inspectors must check the surface preparation before applying the phosphate. Any contaminants can lead to weak adhesion and poor performance.
Moreover, testing the thickness of the phosphate layer is essential. A study highlighted that coatings thinner than 5 micrometers significantly reduce protection. Visual inspections may overlook defects. Utilizing methods like X-ray fluorescence can provide precise measurements. However, such technologies can be costly and time-consuming.
Another aspect to consider is the environment where the phosphate coating is applied. Humidity and temperature variations can affect the coating process. A 2021 survey indicated that 25% of companies faced issues due to environmental factors. Regular monitoring and adjustments are necessary to ensure consistent results. Without these quality controls, there is a risk of increased corrosion rates, which can lead to significant financial losses and operational downtime.